![]()
|
|
|
|
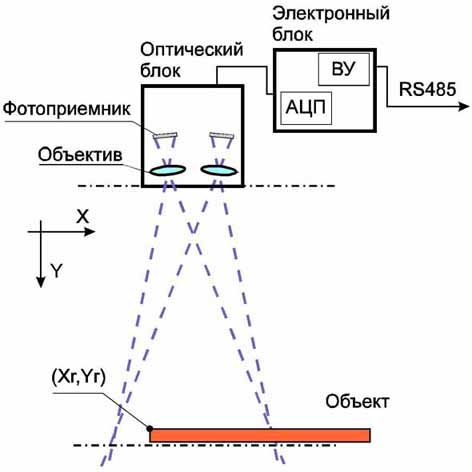
ДЛЯ ОЗНАКОМЛЕНИЯ И.П.Иерусалимов, В.Н.Цыпин Оптические стереокамеры для металлургииОписаны стереокамеры для контроля геометрических параметров и положения проката в металлургическом производстве. Приведены результаты испытаний и промышленной эксплуатации при работе с горячим прокатом различного профиля. Ключевые слова: оптические камеры, измерения в металлургии, контроль диаметра, контроль размеров и положения. Прокатное производство в черной металлургии требует оперативного контроля параметров и технологии выпускаемой продукции. Как правило, для контроля геометрии и положения горячего проката используются оптические методы измерения. При температуре стального проката выше 500°С его светимость позволяет получать хорошее контрастное изображение на фотоприемных устройствах. До недавнего времени основными фотоэлектрическими устройствами при работе с горячим прокатом были фотобарьерные датчики для обнаружения наличия/отсутствия проката. Тем не менее, в металлургии начинают применять более совершенные оптические приборы и измерительные системы. Хорошим примером этого является продукция фирмы SICK [1] на основе лазерных сканирующих устройств. Эти устройства позволяют получить 3D изображение объекта в реальном времени. Однако для получения требуемой точности лазерные сканеры приходится размещать довольно близко к объекту, что не всегда приемлемо при работе с горячим прокатом. Для контроля за положением горячего проката используют телевизионные системы наблюдения. Пример такой системы показан в работе [2]. Ее принцип основан на получении на экране компьютера цифрового изображения горячего проката. Для позиционирования края проката относительно выбранной точки рольганга изображение с телекамеры программно совмещают с предварительно формируемой координатной сеткой. Такая система облегчает работу оператора, однако она не позволяет получать в цифровом виде положение проката на рольганге. Для многих измерительных задач в металлургии представляется целесообразным использовать оптические системы в виде цифровых стереокамер. Оптические камеры позволяют получать хорошее изображение горячего проката, а использование их в составе стереосистемы дает возможность получать информацию о расстоянии до объекта, что в свою очередь сильно упрощает их монтаж, ориентацию и калибровку В работе [3] принцип стереокамеры использован при разработке корреляционного оптического измерителя длины и скорости горячего проката. Оптическая часть корреляционного измерителя представляет собой стереокамеру с двумя объективами, которые формируют изображение участка поверхности проката на двух фотоприемниках. Использование принципа стереоскопии позволило создать оптический измеритель с большим диапазоном расстояний до поверхности объекта [3]. Рассматриваемые в настоящей работе оптические стереокамеры разработаны для определения координат краев горячего проката. Стереокамеры предназначены как для работы в качестве самостоятельных контрольно-измерительных приборов, а также в составе автоматизированных систем управления металлургическим производством. В состав стереокамеры (рис.1) входят оптический и электронный блоки. В оптическом блоке располагаются два объектива и два линейных матричных фотоприемника. Электронный блок содержит платы АЦП для оцифровки видеосигнала, блок питания и вычислительное устройство (ВУ). В качестве ВУ использован встраиваемый промышленный компьютер формата PC/104 (PCM-3350, Advantech). Схема и конструкция электронного блока сходны с электронным блоком оптического корреляционного измерителя скорости проката, представленного в работе [3].
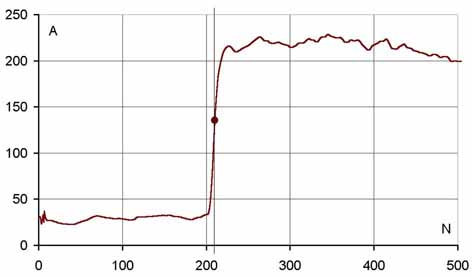
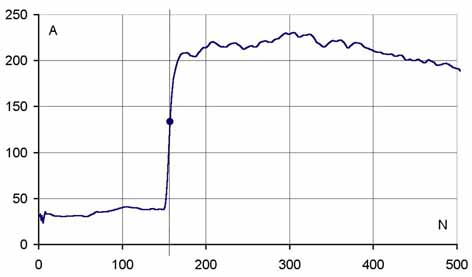
Рис. 1. Схема стереокамеры Линейные матричные фотоприемники ориентированы относительно друг друга и объективов таким образом, чтобы на каждом из них формировались изображения примерно одного и того же участка поверхности объекта. На фотоприемниках стереокамеры с помощью объективов формируются изображения объекта. Пространственное распределение интенсивности излучения объекта на фотоприемнике определяется как геометрическими характеристиками оптической камеры, так и самим объектом. В результате оцифровки видеосигналов с двух фотоприемников в оперативной памяти вычислительного устройства формируется два массива пиксельных амплитуд. Каждый из двух массивов соответствует изображению на соответствующем фотоприемнике. На рисунках 2а и 2б приведены типичные видеосигналы стереокамеры при расположении светящегося объекта, как показано на рисунке 1. По оси абсцисс отложен номер пикселя линейного матричного фотоприемника, а по оси ординат – амплитуда сигнала в относительных единицах соответствующая данному пикселю. Длина этого массива соответствует количеству пикселей фотоприемника.
Основная задача, решаемая оптической стереокамерой – это обнаружение и расчет координат краев наблюдаемых объектов. С этой целью управляющая программа вычислительного устройства производит анализ формы видеосигналов поступающих в виде массивов. Полагается что краям изображений объектов, находящихся в поле зрения камеры, соответствуют резкие перегибы видеосигнала. В использованном алгоритме пиксельная координата края соответствует положению точки на видеосигнале, в которой первая производная имеет максимум, превышающий по абсолютной величине некоторое заданное значение. Маркерами на рисунке обозначены точки соответствующие краям изображений объектов. В этих точках первая производная видеосигнала имеет максимальное значение по абсолютной величине. Кроме пиксельной координаты каждому обнаруженному краю присваивается знак, соответствующий знаку производной видеосигнала в этой точке. Для получения реальных координат края объекта Xr и Yr проводилась калибровка стереокамеры в лабораторных условиях. На первом этапе калибровки определялась зависимость оптического увеличения G от расстояния до камеры Y. Эта зависимость имеет вид: G(Y) = K*Y + M Где K и M - линейные коэффициенты. На втором этапе калибровки определялась зависимость Y = f(dP), где dP = P2 – P1. При этом P1 и P2 – пиксельные координаты на первом и на втором матричном фотоприемнике соответственно. Зависимость Y = f(dP) хорошо приближается полиномом третьего порядка и вида: Y = a•dP^3 + b•dP^2 + c•dP + d Где a, b, c, и d – калибровочные коэффициенты. Дополнительно определяется P0 – пиксельная координата соответствующая реальной нулевой координате Xr = 0. Параметры, полученные при калибровке стереокамеры, запоминаются в энергонезависимой памяти встроенного компьютера. Во время работы камеры реальные координаты края объекта рассчитываются по формулам: Yr = f(dP) Xr = (P – P0)*G(Yr) Где P – пиксельная координата края с одного из каналов камеры. Разумеется, для достижения необходимой точности на этапе изготовления необходима тщательная юстировка оптических компонентов стереокамеры. Конструктивно стереокамера состоит из двух блоков (рис.3): оптического и электронного. Вся оптическая система и линейные матричные фотоприемники располагаются в оптическом блоке. Для удобства ориентирования в нем имеется штриховой трассировочный лазер. Ориентирование осуществляется с помощью юстировочной платформы, на которой располагается оптический блок. В электронном блоке размещается встроенный компьютер, платы АЦП и блок питания. Встроенный компьютер имеет последовательный порт с интерфейсом RS485, через который осуществляется выдача информации. Между собой блоки соединены сигнальным кабелем длиной 0,7 м.
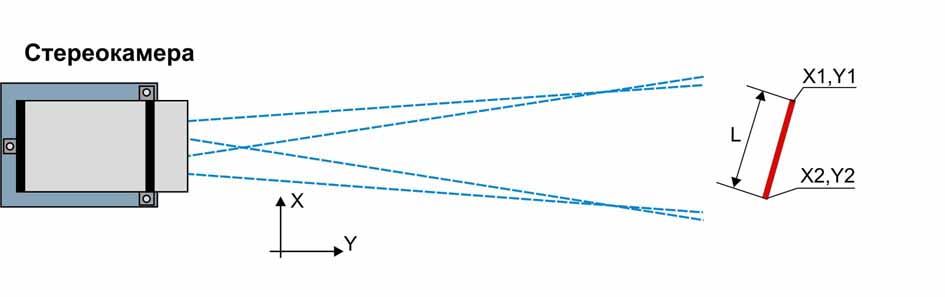
Рис.3. Оптический и электронный блоки стереокамеры После включения питания стереокамера начинает выдавать информационные телеграммы с темпом, который определяется частотой измерений, от 10 до 100 Гц. Помимо служебной информации каждая информационная телеграмма содержит данные о координатах краев наблюдаемого объекта. В случае, когда стереокамера используется для измерения геометрических параметров плоских объектов (рис.4), в составе информационной телеграммы имеются X1 и Y1 – координаты левого края объекта, а также X2 и Y2 – координаты правого края. Если в поле зрения камеры имеется два края также передается L – расстояние между двумя краями. При работе с плоскими объектами (пластина, лист или лента) L – это ширина.
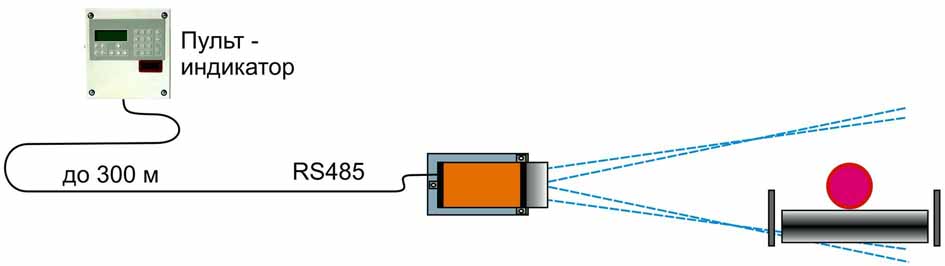
Рис. 4. Измерение ширины с помощью стереокамеры. Стереокамера позволяет работать с объектами круглого сечения. Для этой цели производятся только замена программного обеспечения встроенного компьютера и дополнительная калибровка. В этом случае помимо координат краев информационная телеграмма содержит D – диаметр объекта. Использованный для связи с камерой интерфейс передачи данных RS485 позволяет применять простые линии связи длиной до 300 м (при скорости передачи 115200 Бод). Прием и отображение информации можно осуществлять на любом компьютере или контроллере имеющими последовательный порт. Для простых применений стереокамеры был разработан пульт индикации (Рис.5), позволяющий как отображать информацию, так и управлять работой камеры, например, изменять ее систему координат относительно объекта.
Рис.5. Пульт индикации Одной из задач, для решения которой была разработана стереокамера, являлось измерение диаметра горячего круглого профиля при прокатке. Технические характеристики стереокамеры предназначенной для измерения диаметра приведены в таблице. Таблица. Технические характеристики стереокамеры для измерения диаметра проката
Горячий прокат представлял собой раскат трубной заготовки. Длина раската после выхода его из чистовой клети варьируется от 30 до 60 м. Испытания стереокамеры производились на круглом профиле горячей трубной заготовки, диаметр которой должен находиться в диапазоне допуска от 148 до 154 мм. При испытаниях стереокамера располагалась на расстоянии примерно 2000 мм от рольганга с прокатом (Рис.6). Помимо пульта-индикатора информация принималась дополнительным компьютером (на рисунке не показан), где данные отображались и запоминались.
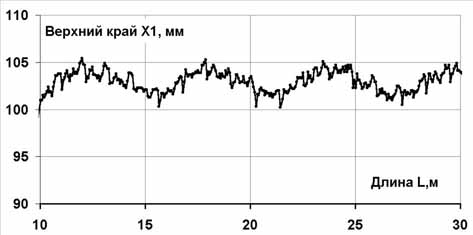
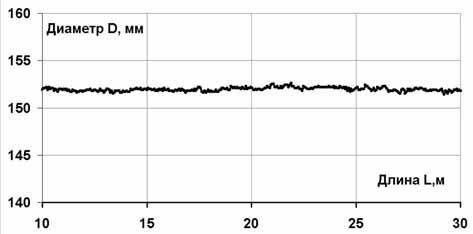
Рис.6. Измерение диаметра круглой заготовки при ее прокатке. При испытаниях скорость раската составляла примерно 5 м/с. Частота измерения стереокамеры была установлена равной 50 Гц. Помимо диаметра также регистрировались расстояние и положение краев трубной заготовки. Показанные на диаграммах графики зависимости положений верхнего (рис.7а) и нижнего краев (рис.7б) круглой заготовки имеют волнообразный характер. Это связано с колебаниями проката при прохождении прокатной клети. Однако, несмотря на такой характер движения график распределения диаметра (рис.7в) довольно монотонный. Выборочные замеры диаметра круглой заготовки показали вполне приемлемую точность измерения - ±0,2 мм.
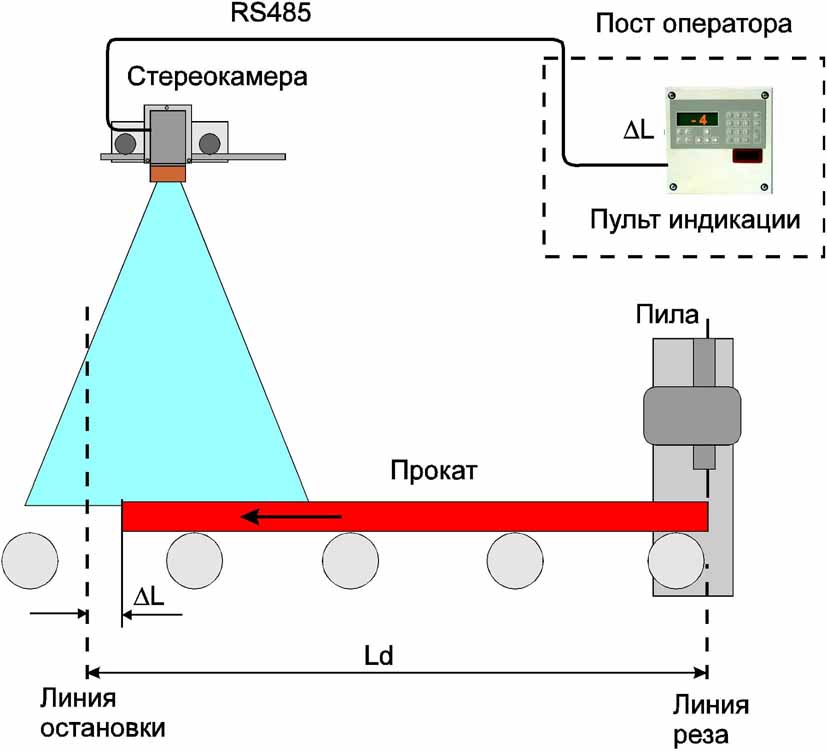
Рис.7. Изменение параметров по длине круглой заготовки, а – положение верхнего края, б – положение нижнего края, в – диаметр. Другое применение стереокамеры – это определение положения края горячего проката при его порезке. При порезке необходимо остановить прокат таким образом, чтобы его край находился на заданном расстоянии от пилы. Для решения этой задачи была разработана стереокамера с увеличенным полем зрения и следующими параметрами:
Схема измерительной системы на основе стереокамеры показана на рисунке (рис.8). Стереокамера располагалась над рольгангом в районе точки предполагаемой остановки края проката. При попадании края проката в поле зрения камеры на пульте индикации показывалось расстояние dL от края до требуемой точки остановки. Задачей оператора на посту являлось только добиться, чтобы dL=0, что в свою очередь соответствует требуемому положению проката Ld.
Рис.8. Структурная схема измерительной системы для контроля за положением проката Для того, чтобы обеспечить порезку проката на разные заданные длины, стереокамера располагалась внутри подвижной стойки (рис.9) перемещаемой параллельно рольгангу. Перед началом серии порезок на заданную длину проката подвижная стойка устанавливалась так, чтобы нулевая координата X стереокамеры соответствовала точке остановке проката Ld. Для удобства стереокамера оборудована трассировочным лазером, ось которого соответствует нулевой координате X камеры.
Рис.9. Участок рольганга для остановки проката, 1 – подвижная стойка со стереокамерой. Система контроля за положением проката на основе стереокамеры находится в промышленной эксплуатации уже более 2-х лет. Ежегодно проводится метрологическая аттестация. Технологические требования при порезке проката, например, строительной балки, обуславливают точность ±10 мм, что вполне достигается использованием разработанной стереокамеры. Литература1. Фотоэлектрические датчики положения SICK // Датчики и системы. 2009. №4. С 43. 2. Азин Е., Будаква С., Кузьмин А., Фонотов И. // Современные технологии автоматизации. 2001. № 1. С. 22 – 25. 3. Иерусалимов И., Карфидов Ю., Литвинов А. // Контроль порезки слитков на блюминге // Современные технологии автоматизации. 2007. № 1. С. 18 – 22. Информация для связи: |
|
Last modified: марта 28, 2016 |