
Аникин А.В., Иерусалимов И.П. Система контроля длины блюмов при порезке слитка
А.В.Аникин, И.П.Иерусалимов
Система контроля длины блюмов при порезке слитка
Прокатка слитков на блюминге предполагает их обжатие в клети и порезку на заготовки заданной длины. Порезка слитка требует его точного позиционирования относительно линии реза. До последнего времени остановка слитков для порезки производилась практически визуально, по меткам на рольганге, соответствующим заданной длине. Существует необходимость создания системы контроля длины заготовки, предоставляющей объективную информацию о порезке как оператору, так и в систему АСУ для задач планирования и учета. Наиболее надежным решением проблемы является использование бесконтактных оптических методов измерения. Самыми известными из них в металлургии являются лазерные доплеровские измерители скорости (ЛДИС). Данные измерители обеспечивают высокую, порядка 0,1%, точность измерения скорости и положения проката. Однако высокая стоимость ЛДИС и неустойчивая работа на близких к нулю скоростях прокатки ограничивает их широкое использование.
Другим решением проблемы является использование систем технического зрения с помощью ввода телевизионного изображения слитка в компьютер. В работе [1] описана система контроля порезки слитка на основе специальной компьютерной платы оцифровки телевизионных сигналов. При этом получаемое на экране компьютера изображение слитка совмещается с предварительно отградуированной координатной сеткой. Ориентируясь на взаимное расположение этой координатной сетки и изображения слитка, оператор производит остановку слитка в заданном месте и его порезку. Такая система, по существу является развитием системы визуальной остановки по меткам. Основными недостатками ее является необходимость предварительной и тщательной градуировки, трудности ввода получаемой информации в систему автоматизированного учета и управления порезкой слитка, а также невысокая точность системы.
Следует отметить, что применение оптических измерительных систем в условиях металлургического производства сопряжено со значительными трудностями. Обыкновенным является наличие пыли или пара между оптическим измерительным устройством и прокатом, особенно в зимний период. Поэтому задача определения скорости и координат до настоящего времени решалась оптическими методами только в отдельных специальных случаях. На ОАО НТМК имеется опыт разработки и использования оптических бесконтактных измерителей корреляционного типа РАСТР. Подобные измерители использованы для построения системы контроля длины и скорости слитка при разливке на машине непрерывного литья заготовки (МНЛЗ) [2]. Длительная эксплуатация оптических измерителей РАСТР позволила сделать вывод об их высокой надежности в реальных условиях металлургического производства.
Поскольку скорость слитка на блюминге значительно превышает скорость разливки на МНЛЗ, потребовалась доработка оптического измерителя. В конечном счете, это позволило существенно расширить область его применения. В таблице 1 приведены основные параметры оптического измерителя, разработанного для системы контроля длины блюмов.
Таблица 1. Основные параметры оптического измерителя РАСТР
Диапазон измеряемых скоростей |
± 3,0 м/с |
|
Точность измерения скорости |
1% |
|
Диапазон измеряемых длин |
0,5…12 м |
|
Точность измерения длины |
0,2% |
|
Диапазон изменения расстояния до слитка при измерении |
2000…2500 мм |
|
Температура слитка |
450°…1000°С |
|
Температура окружающей среды |
-10°…+40°С |
|
Частота выдачи результатов |
100 Гц |
|
Интерфейс связи |
RS485 |
В таблице 1 следует обратить внимание на большой допустимый диапазон изменения расстояния до поверхности слитка в процессе измерения. Это особенно важно из-за широкой номенклатуры продукции и возможного значительного бокового смещения слитка под ножницами, задаваемого бортами рольганга.
 увеличитьКонструктивно,
оптический измеритель «РАСТР» состоит из двух
блоков: оптического блока и блока электроники. На
рисунке 1 приведен внешний вид измерителя
“РАСТР”. Оптический блок представляет собой
стереокамеру с двумя объективами, которые
формируют изображение поверхности объекта на
линейных матричных фотоприемниках -
фотолинейках. По кабелю связи видеосигналы от
фотолинеек передаются в блок электроники, где
производится их оцифровка и последующая
обработка во встроенном компьютере. Принцип
измерения длины по корреляционному алгоритму
состоит в последовательном получении мгновенных
цифровых фотографий текстуры поверхности,
сравнения каждой фотографии с предыдущей, и
вычислении сдвига между фотографиями за
фиксированный промежуток времени. Более
подробно корреляционный алгоритм работы
измерителя описан в [3]. Для
повышения надежности работы измерителя в
условиях цеха, алгоритм его работы был
дополнительно доработан. Например, в случае
нарушения текстуры поверхности слитка, при
отпадении кусков окалины, измеритель
интерполирует текущую длину слитка до тех пор,
пока текстура не будет оставаться неизменной в
течение нескольких циклов измерения.
увеличитьКонструктивно,
оптический измеритель «РАСТР» состоит из двух
блоков: оптического блока и блока электроники. На
рисунке 1 приведен внешний вид измерителя
“РАСТР”. Оптический блок представляет собой
стереокамеру с двумя объективами, которые
формируют изображение поверхности объекта на
линейных матричных фотоприемниках -
фотолинейках. По кабелю связи видеосигналы от
фотолинеек передаются в блок электроники, где
производится их оцифровка и последующая
обработка во встроенном компьютере. Принцип
измерения длины по корреляционному алгоритму
состоит в последовательном получении мгновенных
цифровых фотографий текстуры поверхности,
сравнения каждой фотографии с предыдущей, и
вычислении сдвига между фотографиями за
фиксированный промежуток времени. Более
подробно корреляционный алгоритм работы
измерителя описан в [3]. Для
повышения надежности работы измерителя в
условиях цеха, алгоритм его работы был
дополнительно доработан. Например, в случае
нарушения текстуры поверхности слитка, при
отпадении кусков окалины, измеритель
интерполирует текущую длину слитка до тех пор,
пока текстура не будет оставаться неизменной в
течение нескольких циклов измерения.
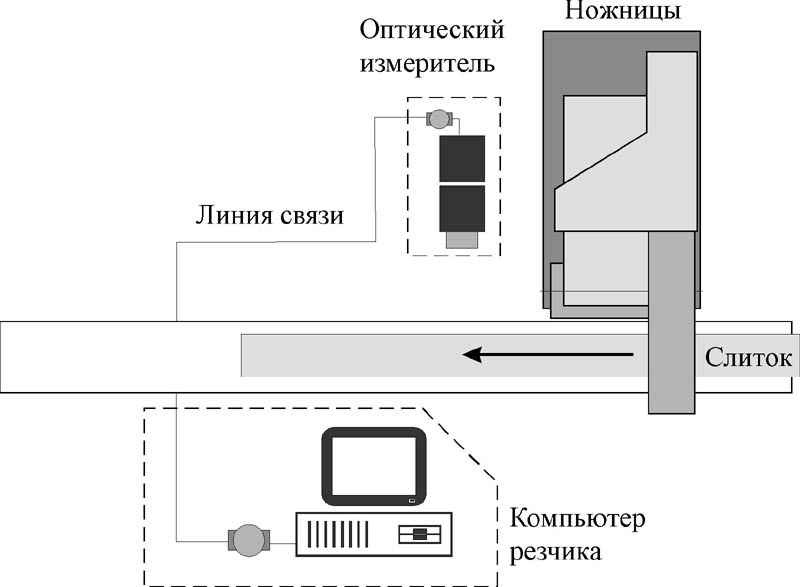 увеличитьНа
рисунке 2 показана структура разработанной
системы измерения. В систему входят измеритель
РАСТР, промышленный компьютер на посту
оператора-резчика, линии связи и программное
обеспечение. Измеритель РАСТР располагается
непосредственно сбоку от проката в плоскости
рольганга после гильотинных ножниц, в
специальном защитном кожухе, предохраняющем
измеритель от механических повреждений.
Измерителю не требуется специального охлаждения
или подогрева. Основным требованием к установке
измерителя является отсутствие посторонних
предметов в поле зрения измерителя, направленном
на боковую поверхность проката. Расстояние от
линии реза ножниц до поля зрения измерителя
измеряется предварительно при монтаже прибора и
заносится в компьютер как базовое. На фотографии
приведенной на рисунке 3 показано место
установки измерителя. Стрелкой указано
расположение самого измерителя РАСТР в защитном
кожухе.
увеличитьНа
рисунке 2 показана структура разработанной
системы измерения. В систему входят измеритель
РАСТР, промышленный компьютер на посту
оператора-резчика, линии связи и программное
обеспечение. Измеритель РАСТР располагается
непосредственно сбоку от проката в плоскости
рольганга после гильотинных ножниц, в
специальном защитном кожухе, предохраняющем
измеритель от механических повреждений.
Измерителю не требуется специального охлаждения
или подогрева. Основным требованием к установке
измерителя является отсутствие посторонних
предметов в поле зрения измерителя, направленном
на боковую поверхность проката. Расстояние от
линии реза ножниц до поля зрения измерителя
измеряется предварительно при монтаже прибора и
заносится в компьютер как базовое. На фотографии
приведенной на рисунке 3 показано место
установки измерителя. Стрелкой указано
расположение самого измерителя РАСТР в защитном
кожухе.
 увеличитьПри
появлении проката в поле зрения, измеритель
определяет его наличие и начинает следить за
текущим положением слитка. Информация о
скорости, перемещении, а также о расстоянии до
слитка передается через интерфейс RS485 в
компьютер, установленный на посту
оператора-резчика. В этот же компьютер также
заводится сигнал реза от контроллера управления
гильотинными ножницами. Основная задача
компьютера - это представление информации о
положении слитка на рольганге в удобном для
оператора виде. Для задач учета, по наличию
сигнала реза, производится фиксация текущей
длины отрезаемой заготовки и передача в сеть АСУ
информации о длинах и времени порезки.
увеличитьПри
появлении проката в поле зрения, измеритель
определяет его наличие и начинает следить за
текущим положением слитка. Информация о
скорости, перемещении, а также о расстоянии до
слитка передается через интерфейс RS485 в
компьютер, установленный на посту
оператора-резчика. В этот же компьютер также
заводится сигнал реза от контроллера управления
гильотинными ножницами. Основная задача
компьютера - это представление информации о
положении слитка на рольганге в удобном для
оператора виде. Для задач учета, по наличию
сигнала реза, производится фиксация текущей
длины отрезаемой заготовки и передача в сеть АСУ
информации о длинах и времени порезки.
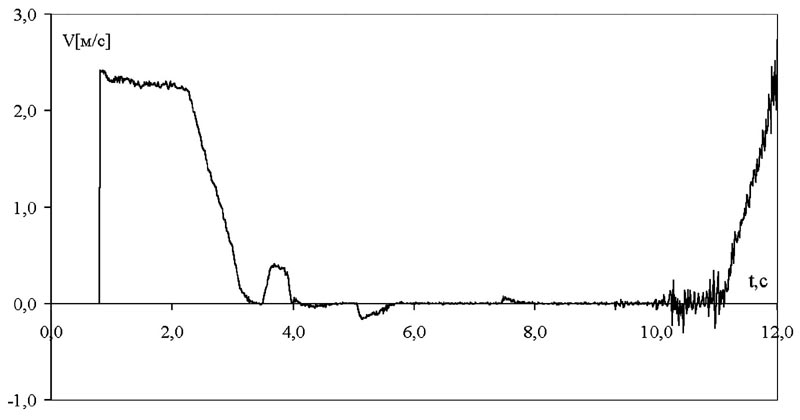 увеличитьВысокое
быстродействие оптического измерителя
позволило осуществлять непрерывный контроль за
скоростью и положением слитка в зоне порезки. На
рисунке 4 представлен пример типичной
зависимости скорости слитка от времени,
получаемой с помощью оптического измерителя
РАСТР. На показанной зависимости, участок с
постоянной скоростью (около 2,4 м/с) переходит в
участок, где скорость снижают до нуля. Это
соответствует режиму торможения слитка перед
порезкой. Далее, на временном участке от примерно
3,5 с до 8,0 с, производится точное позиционирование
слитка перед его порезкой. Собственно порезка
слитка, то есть касание ножниц, происходила в
момент времени t=10с. В этот момент производится
запись в базу данных АСУ ТП информации об
отрезаемый длине слитка и времени порезки.
Начиная с 11 секунды графика видно, как отрезанный
слиток выезжает из поля зрения измерителя.
увеличитьВысокое
быстродействие оптического измерителя
позволило осуществлять непрерывный контроль за
скоростью и положением слитка в зоне порезки. На
рисунке 4 представлен пример типичной
зависимости скорости слитка от времени,
получаемой с помощью оптического измерителя
РАСТР. На показанной зависимости, участок с
постоянной скоростью (около 2,4 м/с) переходит в
участок, где скорость снижают до нуля. Это
соответствует режиму торможения слитка перед
порезкой. Далее, на временном участке от примерно
3,5 с до 8,0 с, производится точное позиционирование
слитка перед его порезкой. Собственно порезка
слитка, то есть касание ножниц, происходила в
момент времени t=10с. В этот момент производится
запись в базу данных АСУ ТП информации об
отрезаемый длине слитка и времени порезки.
Начиная с 11 секунды графика видно, как отрезанный
слиток выезжает из поля зрения измерителя.
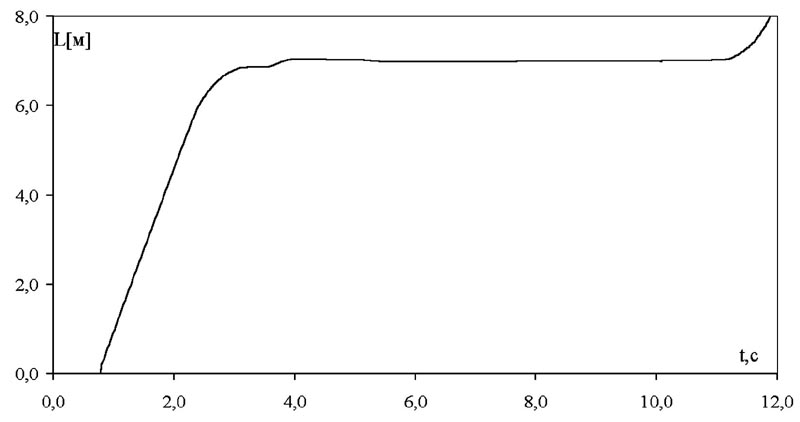 увеличитьПринципы
корреляционного слежения за перемещением
объекта, использованные при разработке
оптического измерителя РАСТР позволили с
успехом следить за малейшими изменениями именно
на малых и нулевых скоростях слитка. Это хорошо
иллюстрируется зависимостью положения слитка от
времени, показанной на рисунке 5.
увеличитьПринципы
корреляционного слежения за перемещением
объекта, использованные при разработке
оптического измерителя РАСТР позволили с
успехом следить за малейшими изменениями именно
на малых и нулевых скоростях слитка. Это хорошо
иллюстрируется зависимостью положения слитка от
времени, показанной на рисунке 5.
Зависимости, приведенные на рисунках 4 и 5
фиксировались одновременно с темпом 100 измерений
в секунду при обычных операциях порезки слитка.
Следовательно, как можно видеть, оптический
измеритель позволяет осуществлять полный
контроль за положением и скоростью слитка,
начиная от вхождения его в зону измерителя и до
порезки.
Таблица 2.
№ |
Длина по рулетке, см |
Длина по измерителю, см |
1 |
828 |
830 |
2 |
829 |
830 |
3 |
827 |
829 |
4 |
828 |
832 |
5 |
830 |
828 |
6 |
828 |
828 |
7 |
828 |
828 |
8 |
831 |
828 |
Для оценки точности контроля использовали сравнение показаний разработанной системы с реальными длинами порезанных заготовок. После порезки длины заготовок измеряли с помощью рулетки. Поскольку рулеткой производились замеры заготовок в охлажденном состоянии, то с целью сравнения, длины заготовок в горячем состоянии, полученные измерительной системой пересчитывались с учетом известного температурного коэффициента усадки. В таблице 2 показаны результаты одного из нескольких сравнительных замеров. В целом, таблица 2 характеризует более чем удовлетворительные результаты работы измерительной системы и в частности оптического измерителя РАСТР. Для выявления степени надежности и повторяемости получаемых результатов, после начала опытной эксплуатации, было проведено несколько циклов проверок показаний измерительной системы. Во всех случаях система показала хорошую точность измерений – около 0,2% от длины заготовки и достаточно высокую повторяемость результатов. Достоверность показаний составила примерно 96%, что соответствует 1-2 событиям из 50 измерений заготовок.
Опытная эксплуатация системы контроля продолжалась в течение нескольких месяцев и в настоящее время осуществляется ее перевод в режим полного промышленного использования. При этом не представляет больших трудностей передача данных в системы АСУ для учета продукции в реальном времени. Представляется, что полученный в результате внедрения системы результат свидетельствует о хорошей применимости оптических корреляционных измерителей для задач контроля положения горячих слитков на скоростях вплоть до 3 м/с.
За все время опытной эксплуатации не произошло ни одного выхода из строя оптического измерителя. Специальные меры позволили надежно защитить оптические детали системы в условиях прокатного производства. Все это позволяет сделать заключение о том, что система на основе оптического измерителя представляет собой надежное техническое решение для контроля длины блюмов при порезке слитка.
Литература
1. Азин Е., Будаква С., Кузьмин А., Фонотов И. // Современные технологии автоматизации. 2001. № 1. С. 22 – 25.
2. Иерусалимов И. П., Суковатин И. В. // Сталь. 2003. № 4. С. 26 – 29.
3. Аникин А.В., Иерусалимов И.П., Суковатин И.В. // Современные технологии автоматизации. 2001. №4. С. 22-26.
Информация для связи:
Фирма:
Лаборатория оптоэлектронной техники
Адрес:
622025, Нижний Тагил, Металлургов, 1, а/я 1
Телефон: +7 (3435) 490087
Эл.почта:
info@loet.ru